








Comment ces pièces à parois minces sont-elles produites ?

Le filage des métaux est un processus de formage par rotation symétrique pour la tôle. La broche entraîne la rotation de l'ébauche et du noyau du moule, puis la roue rotative applique une pression sur l'ébauche en rotation. En raison du mouvement de rotation de l'arbre principal de la machine à filer et du mouvement d'avance longitudinal et transversal de l'outil, cette déformation plastique locale s'étend progressivement à l'ensemble de l'ébauche, obtenant ainsi diverses formes de parties creuses du corps rotatif.
Coût du processus : coût du moule (faible), coût d'une seule pièce (moyen)
Produits typiques : meubles, luminaires, aéronautique, transport, vaisselle, bijoux, etc.
Rendement adapté : production en petits et moyens lots


Qualité des surfaces :
La qualité de la surface dépend largement de la compétence de l'opérateur et de la vitesse de production.
Vitesse d'usinage : Vitesse de production modérée à élevée, en fonction de la taille de la pièce, de sa complexité et de l'épaisseur de la tôle.
Matériaux applicables :
Convient aux tôles chaudes telles que l'acier inoxydable, le laiton, le cuivre, l'aluminium, le titane, etc.
Considérations de conception :
1. Le filage des métaux ne convient que pour la fabrication de pièces à symétrie de rotation, et la forme la plus idéale est celle des pièces métalliques hémisphériques à coque mince ;
2. Pour les pièces formées par filage de métal, le diamètre interne doit être contrôlé à moins de 2,5 m.

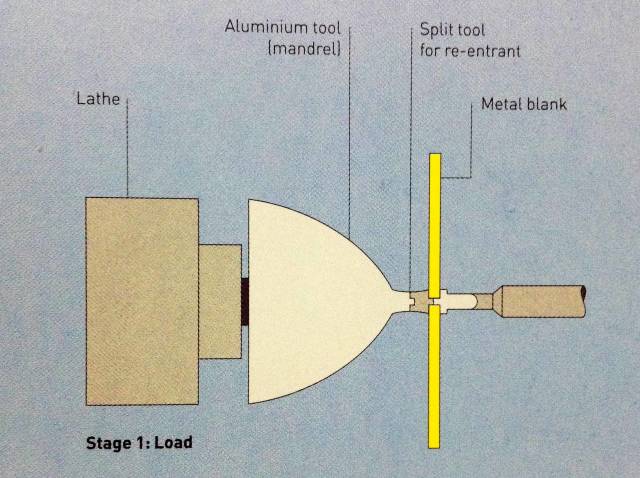
Étape 1 : Fixez la tôle ronde découpée sur le mandrin de la machine.
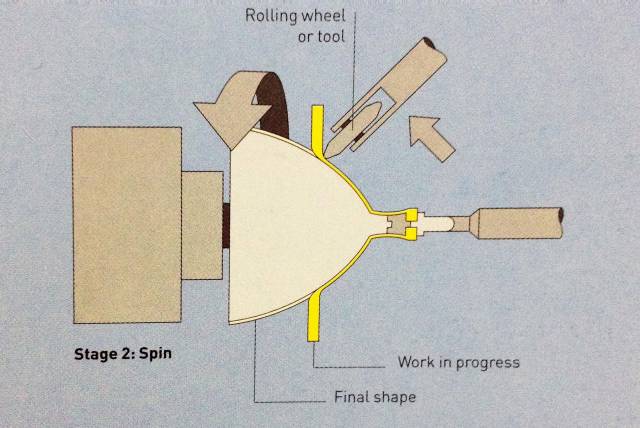
Étape 2 : Le mandrin entraîne la plaque métallique circulaire en rotation à grande vitesse, et l'outil avec le coureur commence à appuyer sur la surface métallique jusqu'à ce que la plaque métallique s'adapte complètement à la paroi intérieure du moule.
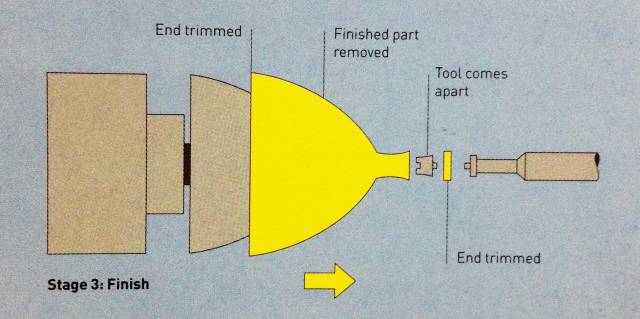
Étape 3 : Une fois le moulage terminé, le mandrin est retiré et le haut et le bas de la pièce sont découpés pour le démoulage.
Envoyez-nous votre message :
-

Pièces d'usinage CNC en aluminium
-

Fabrication de tôles d'aluminium
-

Pièces d'usinage CNC de haute précision d'axe
-

Pièces usinées CNC pour l'Italie
-

Pièces en aluminium d'usinage CNC
-

Usinage de pièces automobiles
-

Pièces forgées en alliage de titane
-

Raccords en titane et alliage de titane
-

Pièces forgées en titane et alliages de titane
-

Fils de titane et d'alliage de titane
-

Barres de titane
-

Tuyaux/Tubes sans soudure en titane
-

Tuyaux/Tubes soudés en titane