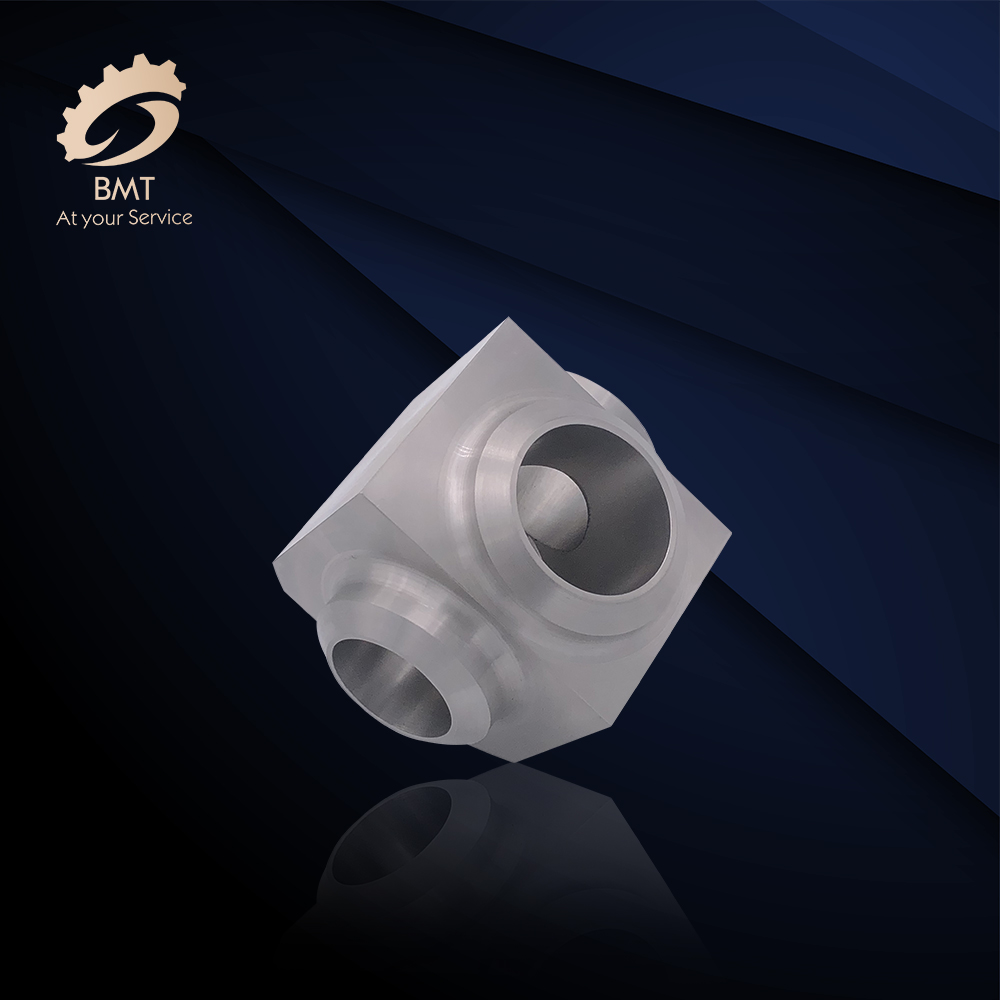




Usinage CNC Traitement mécanique
Prévention et contrôle des vibrations lors des traitements mécaniques
Éliminer ou affaiblir les conditions qui produisent des vibrations d'usinage ; Améliorer les caractéristiques dynamiques du système de traitement afin d'améliorer la stabilité du système de traitement à l'aide d'une variété de dispositifs d'amortissement des vibrations
Décrire brièvement les principales différences et applications des cartes de processus, des cartes de processus et des cartes de processus dans l'usinage.
1) Carte de processus : utilisation d’une méthode de traitement ordinaire de production en petit lot unique.
2) Carte de technologie de traitement mécanique : production par lots.
3) Carte de processus : le type de production de masse nécessite une organisation stricte et méticuleuse.

Principe de sélection approximatif des benchmarks ? Principe de sélection fine des benchmarks ?
Référence brute :
1. Le principe de garantir les exigences mutuelles de position ;
2. Le principe d'assurer la répartition raisonnable de la surépaisseur d'usinage de la surface d'usinage ;
3. Le principe du serrage pratique de la pièce à usiner ;
4. Le principe selon lequel les données grossières ne doivent pas être réutilisées en général


Bon benchmark :
1. Principe de chevauchement des données ;
2. Principe de référence unifié ;
3. Principe de référence mutuelle ;
4. Principe de référence égoïste ;
5. Principe facile à serrer.
Quels sont les principes de la séquence de processus ?
a) Traiter d'abord le niveau de référence, puis traiter les autres surfaces ;
b) Dans la moitié des cas, la surface est traitée en premier, puis le trou est traité ;
c) La surface principale est traitée en premier et la surface secondaire est traitée plus tard ;
d) Organisez d'abord le processus d'ébauche, puis le processus de finition.


Comment diviser l’étape de transformation ? Quels sont les avantages de diviser les étapes de traitement ?
Division de l'étape de traitement :
1) Étape d'usinage grossier
2) Étape de semi-finition
3) Étape finale
4) Étape de finition de précision

Cela peut garantir suffisamment de temps pour éliminer la déformation thermique et la contrainte résiduelle provoquée par un usinage grossier, afin d'améliorer la précision de l'usinage ultérieur. De plus, lors de l'étape de traitement grossier, les défauts d'ébauche détectés ne doivent pas être traités lors de l'étape suivante du traitement, afin d'éviter le gaspillage. En outre, l'utilisation raisonnable d'équipements, de machines-outils de faible précision pour les machines-outils de précision d'usinage grossier pour la finition, afin de maintenir le niveau de précision des machines-outils de précision ; Une disposition raisonnable des ressources humaines, des travailleurs de haute technologie spécialisés dans le traitement de précision ultra-précis, ce qui est très important pour garantir la qualité des produits, améliorent le niveau de technologie.





